打开文本图片集
摘要:PVC塑料是一种多组分塑料,根据不同的用途可加入不同添加剂,因组分不同,PVC制品呈现不同的物理力学性能,针对不同场合应用,而PVC塑料管在塑料管中所占的比例较大。文章对PVC管材的生产工艺与设备操作进行了分析探讨。
关键词:PVC管材;生产工艺;设备操作;RPVC管;CPVC管
中图分类号:TU532 文献标识码:A 文章编号:1009-2374(2012)33-0065-02
PVC管材分硬软两种,RPVC管是将PVC树脂与稳定剂、润滑剂等助剂混合,经造粒后挤出机成型制得,也可采用粉料一次挤出成型。RPVC管耐化学腐蚀性与绝缘性好,主要输送各种流体以及用作电线套管等。SPVC管材具有优良的化学稳定性、卓越的电绝缘性、良好的柔软性和着色性,此种管常用来代替橡胶管,用以输送液体及腐蚀性介质,也用作电缆套管及电线绝缘管等。
1 PVC管材的原料选择及配方分析
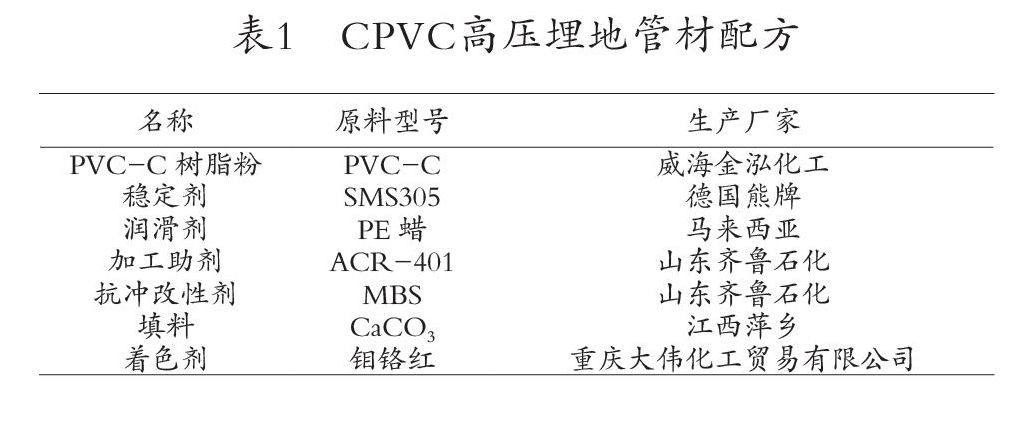
PVC管材的配方根据管材的不同用途而变得不同,其配方之中的各种原辅料之间的配比也是不同的。总的来说,PVC管材的配方就是以PVC粉末(主要是PVC SG-5)为主,再加上热稳定剂、润滑剂、加工改性剂、填料等等通过一定的配比配合而成。根据管材的使用环境和所需要的各种不同的性能,再加入各种不同的助剂,但是大致的助剂就是这些。表1以CPVC高压埋地管为例,进行PVC管材的配方的分析:
硬管生产中树脂应选用聚合度较低的SG-5型树脂,聚合度愈高,其物理力学性能及耐热性愈好,但树脂流动性差,给加工带来一定困难,所以一般选用黏度为(1.7~1.8)×10-3Pas的SG-5型树脂为宜。硬管一般采用铅系稳定剂,其热稳定性好,常用三盐基性铅,但它本身润滑性较差,通常和润滑性好的铅、钡皂类并用。加工硬管,润滑剂的选择和使用很重要,既要考虑内润滑降低分子间作用力,使熔体黏度下降有利成型,又要考虑外润滑,防止熔体与炽热的金属粘连,使制品表面光亮。内润滑一般用金属皂类,外润滑用低熔点蜡。填充剂主要用碳酸钙和钡(重晶石粉),碳酸钙使管材表面性能好,钡可改善成型性,使管材易定型,两者可降低成本,但用量过多会影响管材性能,压力管和耐腐蚀管最好不加或少加填充剂。
2 PVC管材生产工艺流程
一般来说,PVC管材的生产流程为:原料+助剂配制→混合→输送上料→强制喂料→锥型双螺杆挤出机→挤出模具→定径套→喷淋真空定型箱→浸泡冷却水箱→油墨印字机→履带牵引机→抬刀切割机→管材堆放架→成品检测包装。
RPVC管的成型使用SG-5型PVC树脂,并加入稳定剂、润滑剂、填充剂、颜料等,这些原料经适当的处理后按配方进行捏合,若挤管采用单螺杆挤出机,还应将捏合后的粉料造成粒,再挤出成型;若采用双螺杆挤出机,可直接用粉料成型。
另外,在生产中可与上述所示流程不同,即采取粉料直接挤出管材而不进行造粒,但应注意两点:其一,粉料直接挤出成型最好采用双螺杆挤出机,因粉料与粒料相比,少了一次混合剪切塑化工序,故采用双螺杆挤出机可加强剪切塑化,达到预期效果;其二,因粒料比粉料密实,受热及热的传导不良,故粉料的加工温度可比相应粒料的加工温度低10℃左右为宜。
3 PVC管材的成型工艺参数
管材的加工工艺参数,还要跟管材的直径以及壁厚的不同而导致它的生产工艺参数的不同。在实际的PVC管材制品的生产中,是没有特定的一成不变的工艺参数,因为影响实际生产的因素有很多,因此,能生产出合格的PVC管材的工艺生产参数就是好的工艺参数。
4 PVC管材工艺条件及控制
(1)温度控制。温度是影响塑化质量和产品质量的重要因素。温度过低,塑化不良,管材外观和力学性能较差,经分流器支架后,熔接痕明显或熔接处强度低。由于PVC热稳定性较差,温度过高会发生分解,产生变色、焦烧,使操作无法进行。具体温度应根据原料配方、挤出机及机头结构、螺杆转速的操作等综合条件加以确定。
(2)螺杆冷却。由于RPVC熔体黏度大,流动性差,为防止螺杆因摩擦热过大而升温,引起螺杆黏料分解或使管材内壁毛糙,必须降低螺杆温度,这样可使物料塑化好,管内表面光亮,提高管材内外质量。螺杆温度一般控制在80℃~100℃之间,若温度过低反压力增加,产量下降,甚至会发生物料挤不出来而损坏螺杆轴承的事故。因此,螺杆冷却应控制出水温度不低于70℃~80℃。冷却方法是在螺杆内部用通铜管的方法进行水冷却。
(3)螺杆转速。螺杆转速的快慢关系到管材的质量和产量。螺杆转速的调节根据挤出机规格和管材规格决定。原则上,大机器挤小管,转速较低:小机器挤大管,转速较高。一般Ф45单螺杆挤出机,螺杆转速为20~40r/min,Ф90单螺杆挤出机,螺杆转速为10~20r/min;双螺杆挤出机15~30r/min。提高螺杆转速虽可一定程序上提高产量,若过高地追求产量,不改变物料和螺杆结构的情况下,会引起物料塑化不良,管壁粗糙,管材强度下降。
(4)定径的压力和真空度管坯被挤出口模时,温度还很高。为了使管材获得较低的粗糙度、正确的尺寸和几何形状,所以,管坯离开口模时必须立即定径和冷却。RPVC管材一般均采用内压外定径的方法,管内通压缩空气使管材外表面紧贴定径套内壁定型并保持一定圆度,一般压缩空气压力范围在0.02~0.05MPa,压力要求稳定,可设置一贮气缸使压缩空气压力稳定。压力过小,管材不圆,压力过大,一是气塞易损坏造成漏气,二是易冷却芯模,影响管材质量,压力忽大忽小,管材形成竹节状。若采用真空法定径,其真空度约为0.035~0.070MPa。
(5)牵引速率。牵引速率直接影响管材生产的产量,同时影响管材壁厚,牵引速率不稳定会使管径出现忽大忽小的现象。牵引速度应与管材的挤出速率密切配合。正常生产时,牵引速率应比挤出线速度稍快1%~10%。牵引速率愈慢,管壁愈厚,牵引速率愈快,管壁愈薄,还会使管材纵向收缩率增加,内应力增大,从而影响管材尺寸、合格率及使用效果。生产中调节牵引速率可用以下简单方法,将挤出的管材放于牵引履带内,但履带不夹紧管材,观察履带与管材线速率差,若牵引速率比挤出速率慢,应调节加快到壁厚符合要求为止。
参考文献
[1] 贾明印,薛平,朱复华,梁斌.共挤出技术在聚合物成型加工中的应用及其设备的最新进展[J].工程塑料应用,2006,(1).
[2] 张桂云,张联.聚丙烯热水管的开发现状[J].化工新型材料,2000,(8).
作者简介:周志刚(1982-),男,湖南永州人,供职于中盐湖南株洲化工集团有限公司产业转移办公室,工程师,硕士,研究方向:城区老工业基地化工企业整体搬迁和产业升级。
(责任编辑:周 琼)
扩展阅读文章
推荐阅读文章
花田文秘网 https://www.huatianclub.com
Copyright © 2002-2018 . 花田文秘网 版权所有